All published articles of this journal are available on ScienceDirect.

Additive Manufacturing in the Geopolymer Construction Technology: A Review
Abstract
This research paper presents a scientific attempt of a comprehensive systematic review of three-dimensional printing in geopolymer construction technology. The concept of 3D printing is an automated manufacturing process, layer- by- layer command, with computer-aided design model to create physical objects, acquiring swift development for the last few decades. An expansion of novel Geopolymer technology has been adopted in the construction and infrastructure industries for decades. The critical challenges of construction and infrastructure industries, such as the need for architectural, holistic, and rational designs, can be dealt with 3D printing techniques. Plentiful advantages of this emerging novel technology include a reduced amount of cost, ease of construction, a lesser amount of time, freedom of design, less wastage, aptitude to create complex structures, decrease in labor requirements, etc. Accordingly, The paper discusses common 3D techniques, such as Fused Deposition Modelling, Selective Laser Sintering, Stereolithography, 3D plotting, Laminated Object Manufacturing technique, Direct Energy deposition technique or laser engineered net shaping, Powder Bed Fusion and Inject Head 3D printing and direct deposition method. Overall, this study provides an introduction of 3D printing automation and robotics processes in a geopolymer construction industry. Ultimately, the paper emphasizes to motivate researchers towards future studies about 3D printing.
1. INTRODUCTION
Concrete is most commonly and extensively used, a noteworthy and versatile building material for construction and infrastructure industries. Traditionally, Ordinary Portland Cement (OPC) is used as a predominant raw material in the form of a binder in OPC concrete. Undesirably, the present production process of OPC is not merely high energy-intensive, but it also emits a higher amount of carbon dioxide into the atmosphere and creates a serious global warming dilemma [1-3]. In this regard, it is necessary to search out other sustainable alternative materials that are significantly less energy-intensive with a low carbon footprint.
In 1978, French scientist Devidovits [4] invented a geopolymer - an inorganic material having non-crystalline structure, formed by source materials with rich silica as well as alumina content and alkaline solution by the process of geopolymerization. It is a geo-synthesis process that chemically combines silicon and aluminum rich products in an alkaline medium at room temperature [5]. The chemistry and reaction mechanism, explained by Davidovits [4], have resulted from the hydroxylation and poly-condensation of thermally activated kaolin (metakaolin) in an alkaline solution [6]. Thus, Geopolymers are synthesized by the activation of an aluminosilicate source, such as metakaolin, fly ash, slag, etc. with alkaline activators - formed by long-range and covalently bonded atoms, mainly silicon, aluminum and oxygen [7]. User-friendly alkaline reagents, such as sodium or potassium silicates, are useful in Geopolymerization [8-13].
In recent years, geopolymer has attracted considerable attention because of its high compressive strength, outstanding resistance to sulfate attack, good quality acid resistance, and least drying shrinkage, as well as less creep. In addition, its’ user and eco- friendly nature is more significant. The utilization of industrial by-products, such as slag and fly ash, in geopolymer is considered beneficial, as the disposition of industrial by-products has always been a global issue, i.e., landfilling quandary. Geopolymer cement and concrete have proved higher strength and durability as compared to ordinary Portland cement and conventional OPC concrete. This is owing to geo-synthesis in the geopolymerization process taking place in the production of geopolymer concrete [13-17]. There exist several challenges, such as the requirement of a large amount of manpower, the time required for the erection of formwork, the total cost required, and an unhealthy environment for workers, etc., were found standing in the path of the utilization of prevailing concrete in construction sectors [18-23].
For the past few decades, an emerging novel advanced construction technology concerning concrete, known as “3D concrete printing”, or “Additive Manufacturing (AM) in concrete”, is found to resolve these aforementioned challenges. 3D printing can be defined as “a process of assembling the materials to prepare elements or objects from 3D model data, generally layer-by-layer, as conflicting to eliminate manufacturing methodologies” [24, 25]. An idea of employing 3D concrete printing technique is applied to develop automated building structures in three dimensions. This is a case where the software implementing a computer-aided design takes a series of digital slices. The software then sends the same descriptions of those slices to the 3D printer. The 3D printer adds consecutive thin layers in such a fashion that a solid object forms. Here, the “ink” of a 3D printer means a material taken in use. 3D concrete printing is an innovative and developing technology which has tremendous advantages over traditional construction methods, such as: (1) reduce wastage of materials, (2) optimized material distribution as per the requirement of the application, (3) ability to use composite materials following requirement of strength, (4) increase in quality of structure, (5) less time consumption for construction, (6) a removal of workers and formwork requirements, (7) reduced construction cost, (8) capacity to build complex architectural and structural component (9) superior construction speed, (10) two contradictory purposes like no-slump and self-compaction can be partially fulfilled simultaneously [6, 26, 27].
This innovative technology is also introduced in various industries such as an automobile, medical, biomedical science, aerospace, etc. Recently, this technique has been initiated for the construction of houses and villas as well [28].
3D concrete printing can be classified into two categories, including, (A) D-shape technology, (B) Contour crafting technique [29-32]. D-shape 3D printing is a binder jetting process where a binder is selectively deposited on each layer of powder material. Sand layer deposits on the build plate and then a binder is to be injected as per the digital model. Once the printing is finished, excessive sand is removed by blowing air on a build plate [33]. The major drawback of this method is, only limited materials are allowed for printing. Whereas, (B) in contour crafting, an extensive variety of materials can be squeezed out layer-by-layer to print houses [34]. The process of printing is similar in both the methods from the digital model, but the difference is that they are developed for different materials and applications. Recently, Xia and Sanjayan [35] established a new methodology for powder-based 3D printers to produce geopolymer materials. This type of printing is used for small-scale building component applications.
In the present scenario, several new experiments have already been done for 3D printing applications in OPC concrete, but very little research was found related to 3D printing applications in geopolymer construction technology. The primary purpose of this paper is to explore the full potential implementation and awareness of 3D printing in geopolymer construction technology. The paper includes a critical review of the history of 3D printing technology, 3D printing processes (methods), development of 3D printing in the geopolymer construction sector, characteristics and experiment methods of 3D printing in Geopolymer technology, advantages, and disadvantages as well as its applications in construction industries.
2. A PRIMER AND DEVELOPMENT OF 3D PRINTING TECHNOLOGY
An additive manufacturing (AM) method, i.e., “3D printing” is a process whereby digital 3D design data is employed to build up an element in successive layers through depositing material. Its prominent use is for engineering various structures as well as complicated geometries through three-dimensional (3D) model data. Here, a consecutive coating of materials is fashioned on top of each layer. 3D printing is one of the rapidly growing technologies over the last few decades [36]. 3D printer was initially developed in 1983, and Charles W. Hull invented the first 3D printing technology in 1986. He invented the first 3D technology of Stereolithography [36, 37]. Stereolithography or apparatus or optical fabrication or photo-solidification or resin printing is employed for prototypes, creation of models, patterns, making of parts in a successive layer style through photo-polymerization. In photo-polymerization, light causes chains of molecules to link, shaping polymers responsible for making up the 3D body of solid afterwards. During the 1970s, research in this area had been conducted, but Chuck Hull coined the nomenclature in 1984. It is also known as prototyping technology because, under this computer-based technology, the production of elements is done faster, with more precision and is repeatable [36]. Due to these characteristics, the use of this technology is increased in several industrial applications like an automobile, medical, art, and design. In this process, filaments and 3D printers are used to print and produce [37, 38]. Hence, this technique has been used to print anything, footwear to stainless steel rings to plastic mobile cover to titanium spinal inserts and metallic automotive parts [39]. Innovative materials and the latest AM techniques are constantly developing. Its applications helped to lower down the cost of 3D printers, making it more affordable. AM method is competent enough for 3D printing of a small number of customized products with relatively decreased costs. Berman B [40]. predicted that customized functional products are currently becoming the fashion in 3D printing and about 50% of 3D printing will turn around the manufacturing of commercial products in the year 2020.
3D printing is successfully employed in the infrastructure and construction industries. WinSun built a colony of affordable houses in China that was fruitfully mass printed in merely less than a day (see Fig.1). The estimated cost of each house is merely 4800 dollars [36].
At present, various materials have been used in 3D printing, such as polymers, concrete, acrylonitrile Butadiene Styrene, ceramics, metals, alloys, polylactic acid, etc. This method is competent in engineering the parts of varied sizes from the micro to macro level. Nevertheless, the exactitude of the printed parts depends upon the degree of printing as well as the accuracy of the employed method. On the other hand, the application of this technology in a variety of industries is becoming a challenging job due to the limited accessibility of materials for 3D printing. Consequently, it is essential to develop suitable materials which can be employed for 3D printing with advanced developments considered necessary in these methods. Long-lasting research efforts should be undertaken to comprehend and eradicate restrictions which hinder the applications of 3D technology, helping to carry on its progression remarkably. 3D printing is free from additional cost because of tooling and mold making for a customized product. As a result, production in the mass of some similar parts can be as cost-saving as the same number of diverse personalized goods.
The construction sector started to use this technology in 2014 [36]. In 2014, the FDM technique was employed in the first 3D printed housing structure, which was prepared in Amsterdam. Architectures wanted to exhibit the mobility of the printer with the least wastage of material and minimum cost of transportation (see Fig. 2). This implementation in the construction industry can bring change in construction projects by their characteristic of automation and robotic work, as well as can replace labor by machinery at a construction site [38]. Fig.3 shows the in-situ structure prepared in Andy Rudenko‘s garden, with contour crafting method. The whole building is prepared with single run 3D printing except towers. The towers were printed separately and assembled to the building [36].



3. 3D PRINTING PROCESS AND DIFFERENT METHODS
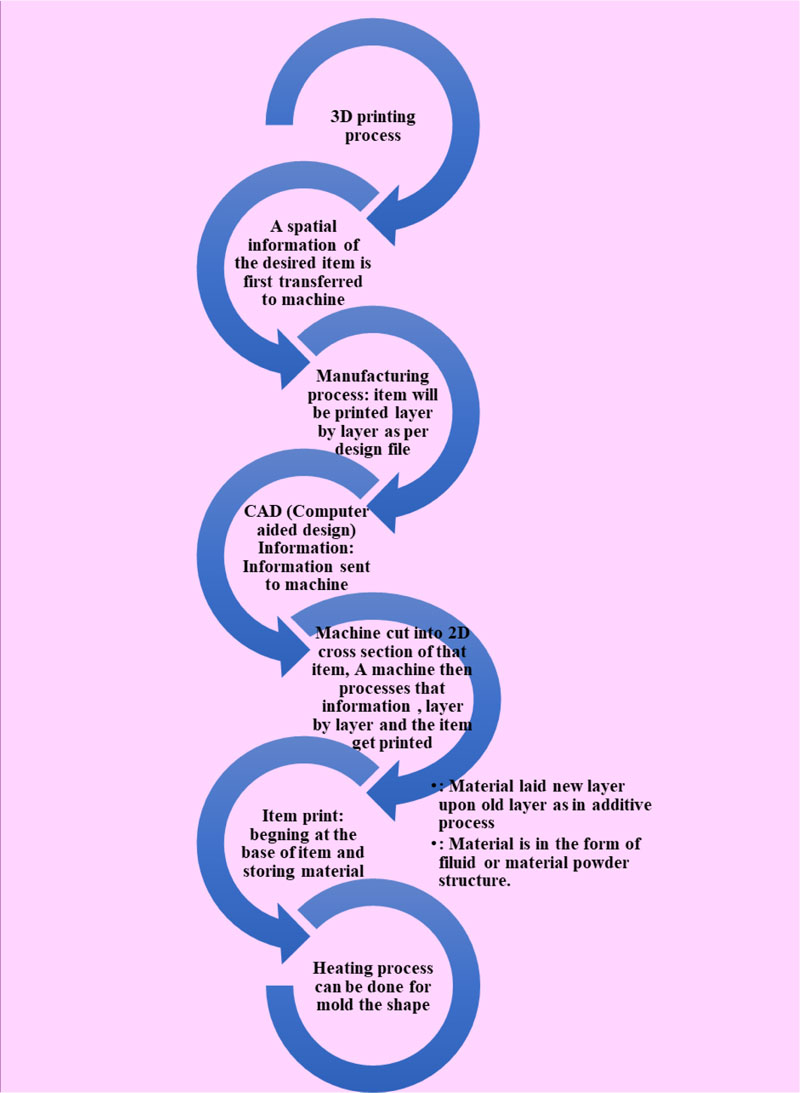
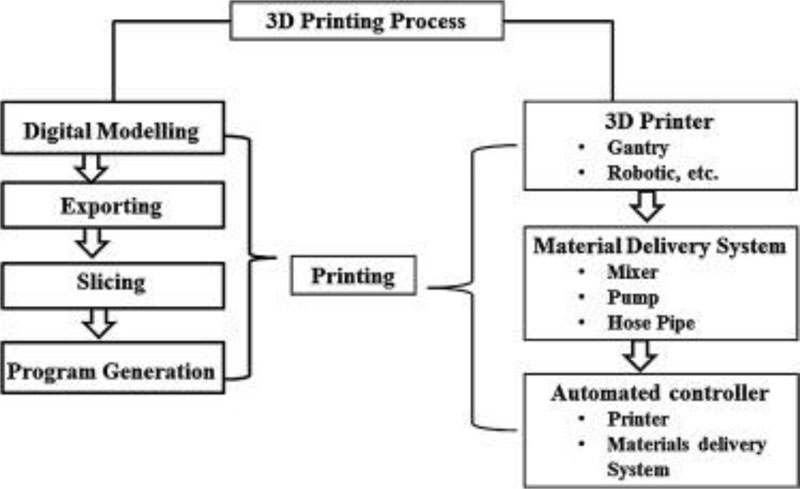
The typical 3D concrete printing process is shown in (Figs. 4 and 5).
Various methods are developed to produce 3D printing composite products but few techniques such as Fused Deposition Modeling (FDM) or Fused Filament Fabrication (FFF); inkjet printing; stereolithography; 3D plotting, selective laser sintering and powder bed fusion, have expanded remarkably.
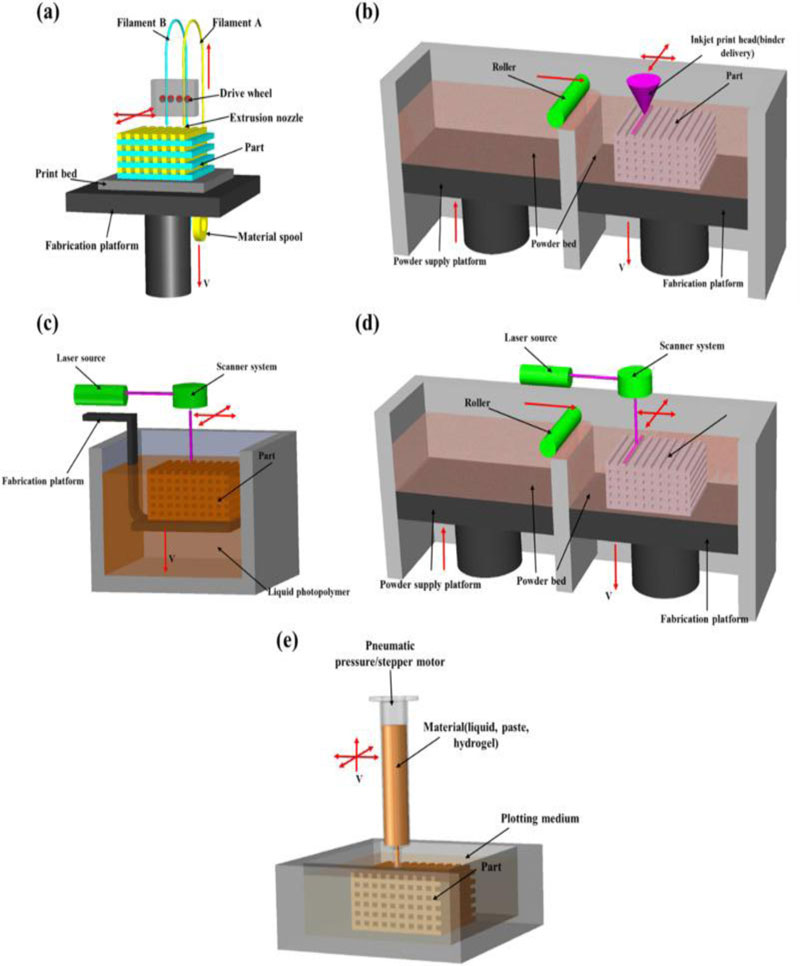
The most important process of additive manufacturing, concerning its extensive application, is Fused Deposition Modelling (FDM) or Fused Filament Fabrication (FFF). As represented in Fig.(6a), an unbroken filament of a thermoplastic polymer is employed to 3D print layers of the element in the FDM method of AM. To obtain a semi-liquid state, the nozzle part of the filament is heated and extruded afterwards on the top of preceding printed layers or on a platform. Here, a vital property of the polymer filament is its thermo-plasticity which permits the filament to mingle mutually throughout the printing. Subsequently, it hardens at room temperature following 3D printing. The thickness of the layer, angle, width and filament orientation as well as air gap are the most effective parameters to manage the quality spread materials. Low price, the straightforwardness of the process and great speed are no doubt the noteworthy advantages of FDM, but at the same time, its frail mechanical characteristics of materials and appearance of layer-by-layer deposited materials, poor surface quality and a restricted number of thermoplastic materials hinder its pathway [26, 28, 37]. FDM or FFF printers can be employed as multi-functional when multiple extrusion nozzles are set in the printer for different kind of materials.
In 1993, Powder bed fusion and Inject head 3D printing, were developed as a rapid prototyping method at Massachusettd Institute of Technology [43]. In this case, the platform bed was built by thin layers of very fine powders spread over a platform at first. Later, the powders of each layer were fused with a liquid binder following the spread of powders in layer-by-layer fashion on the old layer and fused at the same time, as shown in Fig (6b). Finally, the surplus powder is taken away with the help of a vacuum, and if required, a surface is to be prepared using coating, sintering or infiltration. The excellence of the final element depends upon parameters like powder particle size, binder viscosity, integrity between binder and powder as well as the speed of powder spreading [44]. Occasionally, the laser may be used instead of the liquid binder for powders having a low sintering or melting temperature. The agility of selections of material and requisite of room temperature environment are principal benefits of this technique. The powder bed works as a support to surmount troubles in the removal of supporting material. No doubt, this makes the method beneficial. However, the drawbacks of the method are high cost, slow process and of course, higher porosity at the time of fusion of powder with a binder.
Stereolithography (SLA or SL), is one of the earliest methods of additive manufacturing, which was developed in 1986 [46]. This technique uses Photopolymerization, a process in which light causes chains of molecules to link for the formation of polymers, and for the production of elements in a layer-by-layer fashion. These photo polymers make up a three-dimensional solid element afterwards (see Fig.6c). The untreated resin is removed at the end of printing. Conventional materials used in SLA are mainly acrylic or epoxy-based resins. To achieving the desired solidification, post-treatments like heating or curing or photocuring, may be employed. The quality of the final element depends upon the intensity of the laser, duration of photopolymer process, type of post-treatment, laser scanning speed as well as the resolution of printing. This fast technology possesses the benefits like UV laser which helps to print an object in high resolution, the capability to produce almost any design, and no requirement of the nozzle for the deposit of materials solving the problem of choking of the nozzle. Its only drawback is its higher cost.
Selective laser sintering (SLS) is identical to the above-said technique based on powder spreading (see Fig.(6d)). The only exception is the application of the laser beam in place of a liquid binder. In this scenario, the laser beam kept the powder particles sinter by heating and produce an ultimate component. The powder particles are melted completely and fused using laser scanning. Powder particles are fused by molecular diffusion when they undergo the process of higher temperature laser beam. Subsequently, the process of the successive layer is started. In the laser scanning method, the powder particles do not fully melt at a lower temperature. The porosity of parts printed by the SLS method is less as compared to the powder bed deposition method [45]. A sintering process depends on laser powder and speed of scanning.
3D Plotting or Direct Ink Writing (DIW) or Robocasting is an additive manufacturing technique in which a filament of the ink, i.e. a paste or ceramic slurry, is extruded through the nozzle while the nozzle is moved across a platform. Consequently, the object is built by 'writing' the necessary shape layer- by- layer. The technique is based on expelling the viscous material from the syringe to form a 3D shape [44] (see Fig (6e)). As represented in the Systematic diagram, the bottom platform part of the machine is kept stationary while the upper part, i.e., the syringe is kept movable in three dimensions. Here, materials can be cured either by a nozzle or by heating [47]. The quality of the final printed object depends on the viscosity of materials and deposition speed. The main advantage of this technique is, a viscous material having high flexibility used but the drawback is the lesser stiffness of this viscous material, making it unsuitable for complex structures.
Direct Energy deposition or Directed light fabrication or Laser engineered net shaping or 3D laser cladding or Direct metal deposition technique is a complex 3D printing process employed to repair or add additional material to existing components [48]. In this technique, the materials are directly deposited in the desired location and fused with the help of a laser beam. The process is similar to FDM in principle, i.e. material extrusion and their deposition in a layer-by-layer fashion, but the nozzle can move in more than one direction and is not stationary to a definite axis. On account of four and five axes machines used here, the material deposition from any angle facility is available in this case. It is melted upon the deposition using an electron beam or a laser. The head can be mounted on multi-axis. The multiple jets help to transfer the raw material for creating a model. Melting of the materials required higher energy. It can be used with polymers, ceramics, and with metals, either in powder or wire form. Less surface finish and dimensional tolerances are its shortcomings. This method is mainly used for the addition of material to existing large components and maintaining structural parts and their repairing.
Laminated Object Manufacturing technique (LOM) is a process where an object is created by successively layering sheets of build material, bonding them and then cutting them into the desired shape. Bonding is made through heat and pressure while cutting is done by using either a blade or a carbon laser [37]. Various materials, such as ceramic, papers, recycle composite, as well as metal-filled tape, are employed here. The final build element is laminate using adhesive. Less manufacturing time and lower cost are positive points of the technique. Therefore, it is suitable for a large structure. On the other hand, less of the final element, surface quality and dimensional accuracy can be considered as disadvantages and hence, it is not used for complex structures [37]. A high concentration of the adhesive is received by the areas which will make up the final part, while areas used for support receive less. The sheet is coated with resin for paper and plastic build material. Some other benefits of the said process are that the materials being used are consistent, readily available and well understood. On the downside are its limited number of 3D geometries and the solidity of the object is dependent on the resins and curing process used.
4. A 3D PRINTING PROCESS IN GEOPOLYMER SECTOR
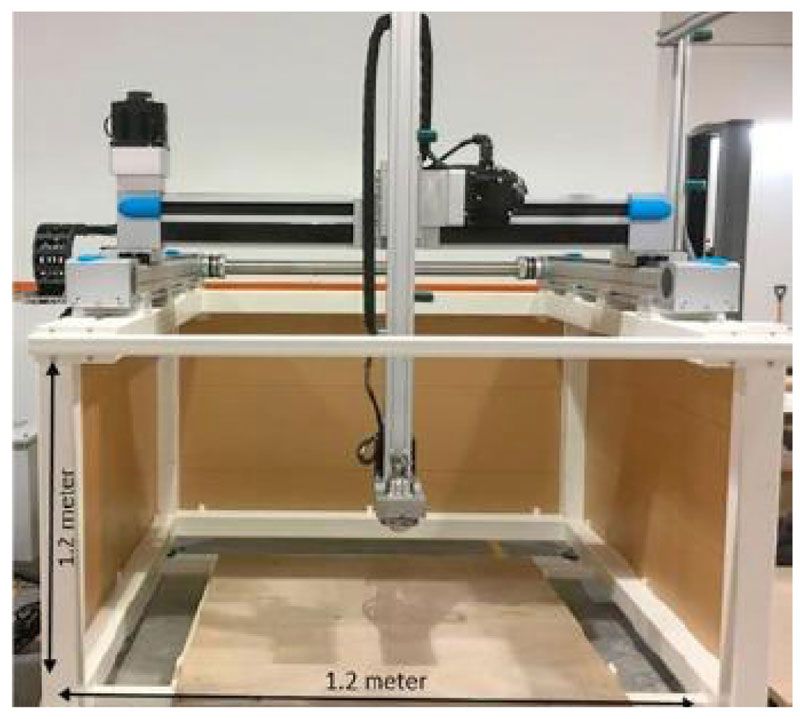
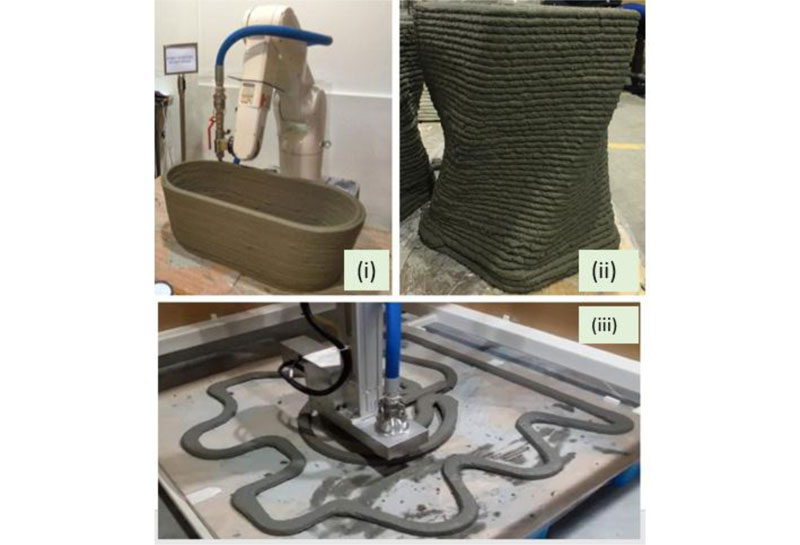
Very few efforts are made for application of 3D printing in the geopolymer construction sector. Panda B. et al. [49], investigated the bond strength between the new and old layer of geopolymer mortar by using four axes automated gantry system, as shown in Fig.(7). The concrete pump was employed to drive concrete from hopper to extruder, which is attached to the four-axis gantry printer. Pump flow rate and robot speed were controlled concurrently by the programmable logic controller for a deposit of layer- by- a layer of mortar according to the computer-aided design model.
Xia and Sanjayan [35] demonstrated two digital models design with the help of computer-aided design (CAD) software. In this study, printable geopolymer material was prepared by using blending slag, anhydrous sodium metasilicate and fine sand. This study evaluated the printability of geopolymeric material quantitatively with different silent parameters, such as particle size distribution, bulk densities, porosity and surface quality of powder bed, as well as binder droplet penetration. Conclusively, they compared the results of apparent porosity, printing accuracy and mechanical property of printed structure with a commercially available plaster-based material.
Panda B. et al. [30] evaluated the potential of fly ash based geopolymer cement for large-scale 3D printing for construction. The properties like rheology, compression, tensile bond strength, flexural strength as well as microstructural were examined on 3D printed geopolymer element and compared their results with casted geopolymer element.
Zhong et al. [51] introduced, for the first time, 3D printing with graphene oxide (GO)/geopolymer (GOGP) nanocomposite. The addition of GO in geopolymer mixture, aluminosilicate and alkaline source particles modify its rheological properties dramatically and enable the 3D printing GOGP structures, which revealed high mechanical properties of geopolymer.
Panda B. and Tan M.J [6] showed a systematic approach to obtain optimum mix design for 3D printing with 4-axis gantry concrete printer. They concluded that the test method to characterise printable geopolymer at the fresh stage depends upon the chemical composition of the mixture and equipment used to measure the properties.
Panda B. et al. [52] studied the rhetorical properties of geopolymer mortar by using 3D printing application. They defined the term rheology as the science of deformation and flow of matter and are related to stress, strain and time. They described Bindham plastic model by,
 |
(I) |
where,
τ = shear stress
γ = shear rate
YP = yield point
PV = plastic viscosity.
Zhou et al. [53] investigated the effect of graphene oxides on mechanical attributes of 3D printed geopolymer. Interestingly, it was found that, at material level, the small content of graphene oxide can increase the mechanical efficiency of the geopolymer more effectively than the large content of graphene oxide, which is due to the fact that large content of graphene oxide may significantly block the chemical reaction between geopolymer particles.
Li et al. [54] explored micro-cable reinforcement methods to satisfy the versatile and automated 3D characteristics of additive manufacturing processes. The results exposed the containment effect of the micro-under compressive loads which plays an important role in production of additional strength, ductility, and toughness.
Sun et al. [55] systematically investigated the main factors of 3D extrusion free formation of geopolymer composites, which included setting time, the ability of water retention, rheological properties, mechanical efficiency, and drying shrinkage.
5. CHARACTERISTICS AND EXPERIMENT METHODS OF 3D PRINTING GEOPOLYMER:
5.1. Rheology of Printable Geopolymer
Panda B. et al. [6, 49, 52] showed that fresh rheology of geopolymer plays a vital role in 3D geopolymer printing. Viskomat XL from schlebinger testing systems, Germany, was used to examine the rheology of geopolymer mortar. Viscomat XL consists of a container with a rotating blade. First of all, the material is loaded into this container. After that flow test is performed. The graph is a plot between T-torque and N-rotation. Finally, the thixotropic index is measured.
I. Extrudability of printable geopolymer
Extrudability of printed concrete is defined as an ability of a material to be pumped out smoothly through an extruder without any disruption in the pie flow [6]. Anton par MCR 102 rotational rheometer is used to study the extrudability of geopolymer [6].
II. Buildability of printable geopolymer
Buildability is the ability to recuperate original viscosity and yield stress of freshly deposited layer before laying the second successive layer. Some attapulgite clay may add to recuperate its original viscosity. The test is divided into three steps. In the beginning, the shear rate is kept at 0.1S-1 for 60 sec. This is the initial state of geopolymer. Secondly, an increase in shear rate up to 100S-1 for 30 sec was observed. In this stage, the geopolymer kept under a specific shear rate during printing. Thirdly, the shear rate reduced up to 0.1S-1 for 60 sec. Sometimes, a plate test was also conducted on the clay modified geopolymer mix to simulate the buildability of the final mix [6].
III. Shape retention of printable geopolymer
Subsequent to the process of extrudability, the material must retain its shape as per the dimension of the extruder, and it can be qualified by a dimensionless number called shape retention factor (SRF). SRF is a ratio between the cross-section area of the 3D sample before and after demolding [6]. For obtaining a high shape retention factor, the material must possess high yield stress and low slump characteristics so that it will remain stable under its self-weight [6].
IV. Thixotropy time for printable geopolymer
It can be defined as the time interval beyond which material losses its extrudability property. In a geopolymer, geopolymerization process takes place which hardens the material over time and also responsible for pumping problems [6].
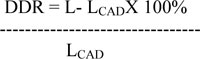
V. Dimensions accuracy of printable geopolymer
The dimension of printable geopolymer elements was measured with the help of a digital calliper with 0.01 mm accuracy. After that, the dimension results of the CAD design model are compared. Dimensional deviation ration was used for dimensional accuracy of printable elements [35];
 |
(II) |
LCAD
Where,
L = Measured length
LCAD = Length of CAD designed model
6. 3D PRINTING GEOPOLYMER TECHNOLOGY
The advantageous point of 3D printing lies with its capability for manufacturing customized products while upholding analogous functions and performance as ordinary concrete. In the system for 3D printing geopolymer technology, the powder and a binder are considered as two chief materials to manufacture concrete. Out of which, the powder can be produced by using three raw materials viz., slag, sand, and fly ash. First, they are collected and mixed in a definite ratio in the mixer. Subsequently, the powder is spread into thin layers. In the intervening time, silicate, additives, and water are also gathered in a specific ratio and mixed manually in order to get the binding liquid. Lastly, the said liquid is sprayed through a printer head to deposit the powder, in a layer by layer fashion, in the shape looked-for. Nowadays, the referred novel 3D GP-technology is setting up a huge scale inkjet 3D printer, which utilizes this technology system to create highly precise GP-concrete to produce components for the construction and infrastructure industries.
6.1. Powder-based 3D Printing Geopolymer Technology
Powder-based technique has the capacity to manufacture diverse building components required to possess not only fine details but also intricate shapes. Quite recently, in the construction industry, there exists an exigency for such sorts of components that can merely be produced by an expensive formwork with the presently accessible construction systems. This method exhibits the potential to manufacture durable and robust components at a reasonable speed, which can deal with the industrial demand. Nevertheless, the very restricted scope of cement-based printing materials, utilized in commercially accessible powder-based 3D printers, prevent this method from performing at its highest potential for utilization in construction and infrastructure industries. With a view to deal with the said restriction, in recent times, an innovative technology has been developed to adopt GP-based construction material for the necessity and exigency of commercially accessible powder-based 3D printers [35, 56]. Geopolymers exhibit superior mechanical, chemical, and thermal properties along with 80% less carbon footprints in comparison with the OPC system [57, 58]. A printable GP-based material has been developed by a merger of slag, anhydrous sodium metasilicate, and fine sand. In order to estimate, quantitatively, the printability of GP-based material, the diverse key parameters viz., particle size distribution, powder bed surface quality, powder true/bulk densities, powder bed porosity, and binder droplet penetration behaviour were studied. Details of the investigations on the printing accuracy, apparent porosity, and mechanical properties of the printed structures were investigated by Xia and Sanjayan [35]. The preparation of the geopolymer powder started with the drying of anhydrous sodium metasilicate beads and milled for 5 minutes in a planetary ball mill with ceramic balls. After that, the slag, anhydrous sodium metasilicate and fine sand were dry mixed in a Hobart mixer till a homogeneous mix was obtained. 3D printing a cubic structure and a complex geometrical structure was carried out by means of a commercial 3D printer. In the course of the post-curing, the cubic structures were immersed in saturated anhydrous sodium metasilicate solution at a temperature of 60°C. The 1-day compressive strength was found to be significantly higher than the reference compressive strength. This upsurge could be on account of the continued geopolymerization process in the presence of an alkaline solution. Consequently, it can be concluded that the curing procedure diminishes the anisotropic phenomenon in 3D printed GP-structures [35].
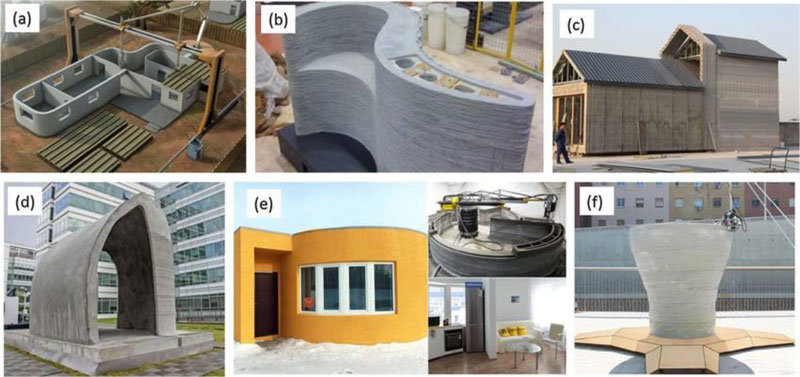
7. APPLICATION AND EXAMPLES OF 3D PRINTING IN CONSTRUCTION INDUSTRY
Developments in 3D concrete printing have led to the construction of a house and building elements. Following are some examples of the use of 3D printing in construction sectors (see Figs (8-13) [12-14, 16, 24, 25]):



8. DISCUSSION AND RECOMMENDATIONS
It can be concluded that 3D printing (additive manufacturing) seems to be promising to open up a new design approach to robotic construction. The technique of 3D printing, including Fused Deposition Modelling (FDM) or Fused Filament Fabrication (FFF), Powder bed fusion and Inject head 3D printing, Selective laser sintering (SLS), Stereolithography (SLA), 3D plotting or direct-write, Direct Energy deposition technique or laser engineered net shaping and direct deposition method, as well as Laminated Object Manufacturing technique, along with inkjet powder printing, selective heating sintering, and contour crafting, are selected for the construction industry which is rooted on the accuracy of work, cost of materials, time required, availability of printing materials, etc. Selective laser sintering can be applied to print metal-based objectives, while contour crafting can be utilized to print cementitious and ceramics products. 3D printing is developing fast in the traditional construction industry in recent years. This paper encourages the researchers to progress more in 3D printing in the geopolymer construction sector. However, it is predictable that addressing this technology in the geopolymer construction sector, can reach its maximum potential. The paper provides the trigger with a movement towards environmentally and user-friendly additive automation in the geopolymer construction sector. The escalation of research and development worldwide may result in rapid transitioning from conventional construction methods of geopolymer construction to 3D printing geopolymer construction technology. Since 3-D GP-printing technology is an automated layer-by-layer production process. It has been found as an auspicious technology for the construction industry to obtain economic, environmental, and some other pros. However, the preferred application in the construction industry relies greatly on the accuracy of the printing jobs, the accessibility of printing materials, the printing process cost and time. Numerous advantages like reduced waste, design flexibility, and limited manpower are found recorded for this innovative technology. The data comparative contribution analysis reflects that 3D printed GP-concrete has a lesser waste generation in the manufacturing processes because almost all waste powder can be reused and no mold is consumed. In the case of ordinary concrete, the environmental impact of the mold production and the waste mold treatment still accounts for the most part of the environmental impacts. Consequently, the environmental impact of the waste treatment in 3D printing manufacturing processes is momentously inferior to ordinary manufacturing processes. However, 3D GP-concrete has superior impacts when it comes to the production of raw materials. First, the application of supplementary cementitious materials, namely, fly ash and slag, may signify a restraint to mitigate impacts on environments. These scenarios demonstrate the potential for palpable environmental benefits to mitigate greenhouse gas emissions after the step-by-step enhancement. It was encountered that controlling of a variety of aspects of the extrusion printer like speed, nozzle diameter, and the distance from the substrate, different concrete mixes could be printed; hence, erecting wide-ranging complex structures with dissimilar sizes will be doable in the days to come. Nevertheless, advanced researches are still essential not merely to improve but also to envisage the mechanical attributes and printability of the 3D printed structural elements.
CONCLUSION
Conspicuously, the rheology of the mixture and the relations with the orthotropic characteristics of the concrete necessitate studying in the future. However, the use of 3-D printing is also subject to a few prerequisite requirements, mainly on applicability in large-scale building projects, the development of building information modeling, and the degree of requirements on mass customization of 3-D printed construction. The expectation has been made that the resolution of these kinds of challenges will escort the 3-D printing GP-technology to reach its acme with full potential in the construction and infrastructure industries.
CONSENT FOR PUBLICATION
Not applicable.
FUNDING
None.
CONFLICT OF INTEREST
The author declares no conflict of interest, financial or otherwise.
ACKNOWLEDGEMENTS
Declared none.